Explore o guia completo dos métodos e técnicas de produção de stents vasculares de nitinol. Saiba mais sobre os processos de corte a laser, tratamento térmico e polimento eletrolítico.


EN
Explore o guia completo dos métodos e técnicas de produção de stents vasculares de nitinol. Saiba mais sobre os processos de corte a laser, tratamento térmico e polimento eletrolítico.


Atualmente, as doenças vasculares são geralmente tratadas por intervenção endovascular ou cirurgia, mas a intervenção endovascular tornou-se o principal meio de tratamento para essa doença devido aos tipos limitados de vasos que podem ser tratados por cirurgia, bem como às desvantagens de alto trauma e complicações graves.
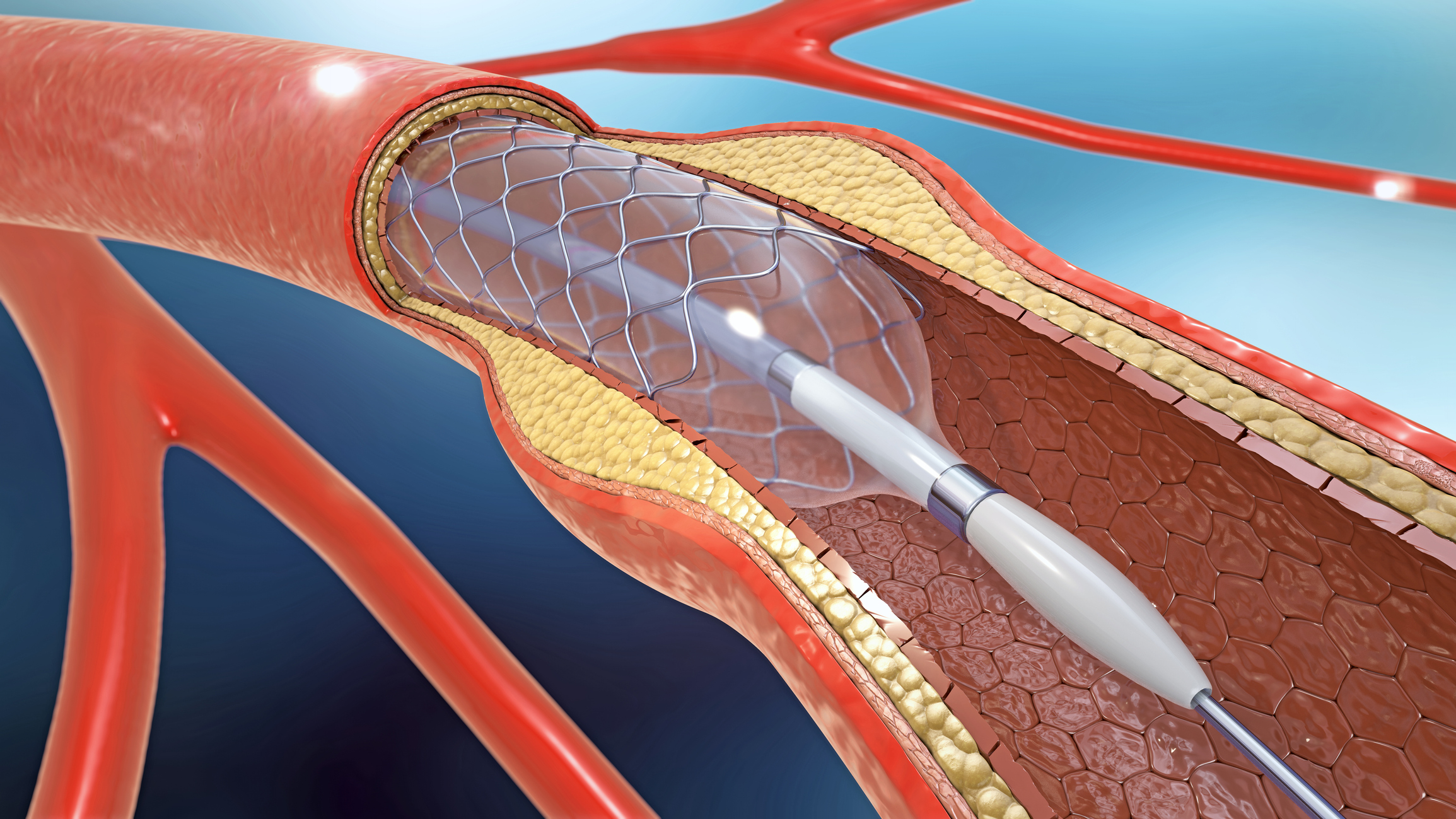
As intervenções endovasculares podem ser dilatadas usando stents ou balões, por exemplo. Os stents implantados podem ser categorizados em stents expansíveis por balão e stents autoexpansíveis de acordo com seus princípios, e a estrutura de um stent expansível por balão é mostrada na Figura 1.
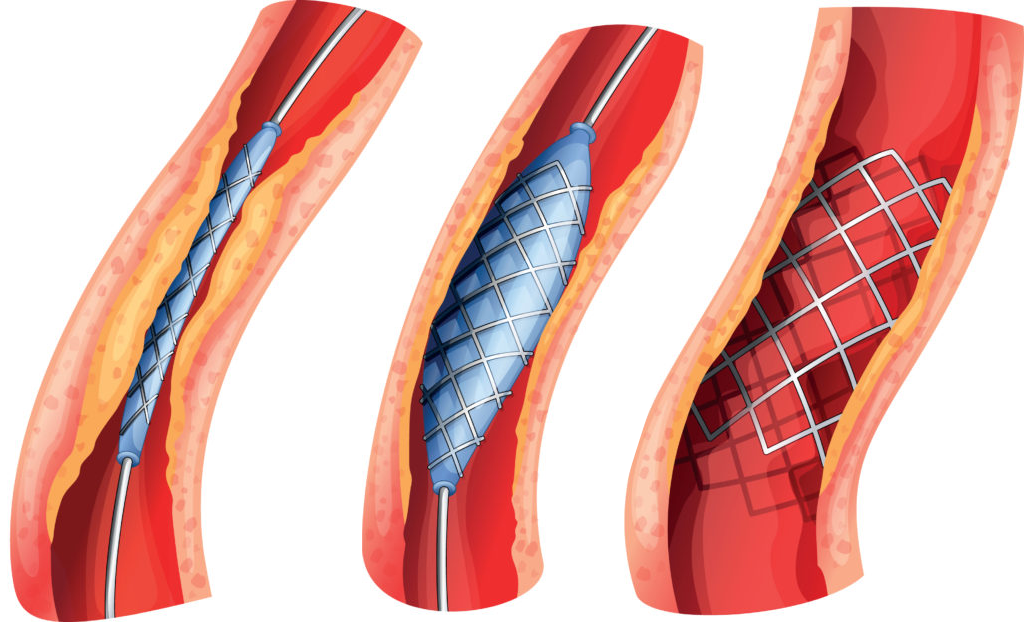
Fig. 1 Stent expansível por balão
O stent expansível por balão é uma técnica de punção percutânea na qual um stent pré-instalado em um cateter balão é transportado ao longo do fio-guia com o balão até o local da lesão vascular e, em seguida, o balão é pressurizado para expandir o stent para suportar o vaso doente. Quando o stent se expande até o tamanho do diâmetro do vaso, o balão é liberado e o cateter é retirado, deixando o stent no lugar para manter o vaso aberto.
Comparados aos stents expansíveis por balão, os stents autoexpansíveis não exigem a aplicação de uma força externa por meio da expansão do balão na lesão vascular, como mostrado na Figura 2. O stent é primeiro enrolado a um pequeno diâmetro em baixa temperatura e depois entregue ao local da lesão. Quando a temperatura ambiente aumenta da temperatura ambiente para a temperatura corporal de 37°C, o stent se expande, dependendo da sensibilidade à temperatura do material, para suportar o vaso doente.
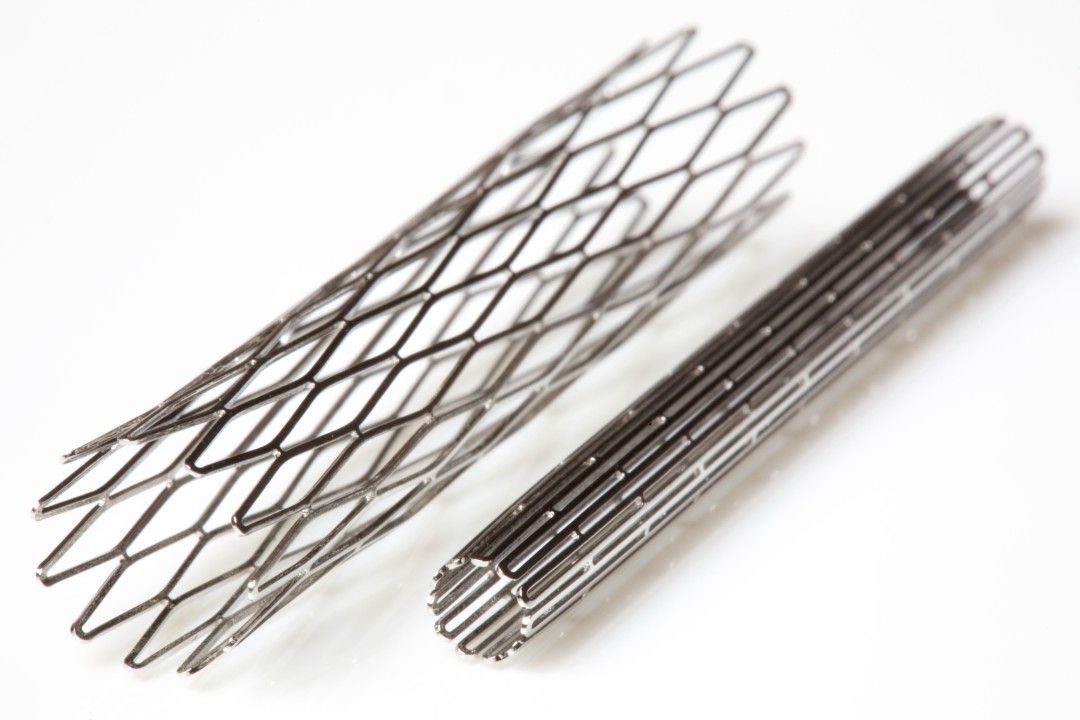
Fig. 2 Stent autoexpansível
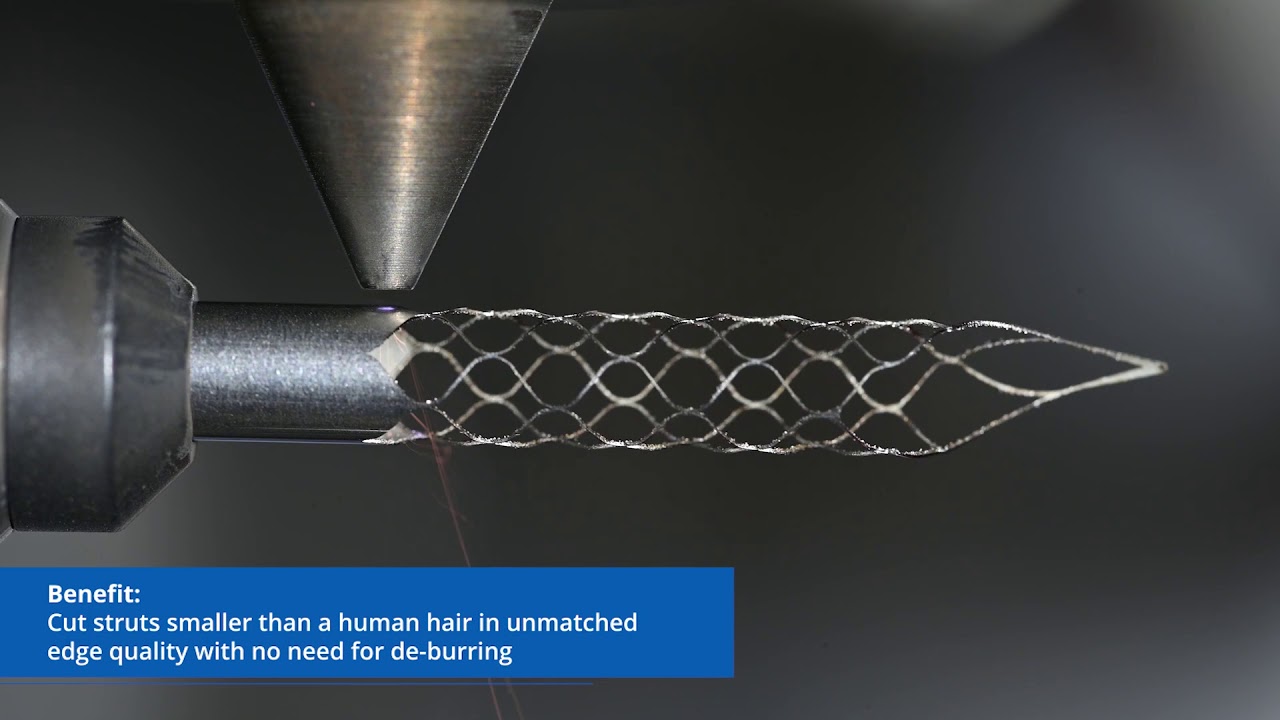
Os métodos de moldagem de stents comumente utilizados incluem corte a laser e trançagem, entre outros. Diferentes métodos de moldagem podem ter diferentes efeitos na geometria e desempenho do stent. A tecnologia de corte a laser é amplamente utilizada na fabricação de stents vasculares devido às suas vantagens de não contato, velocidade de fabricação rápida, alta precisão de moldagem e baixo custo, e é atualmente o método de formação de stent mais comum.
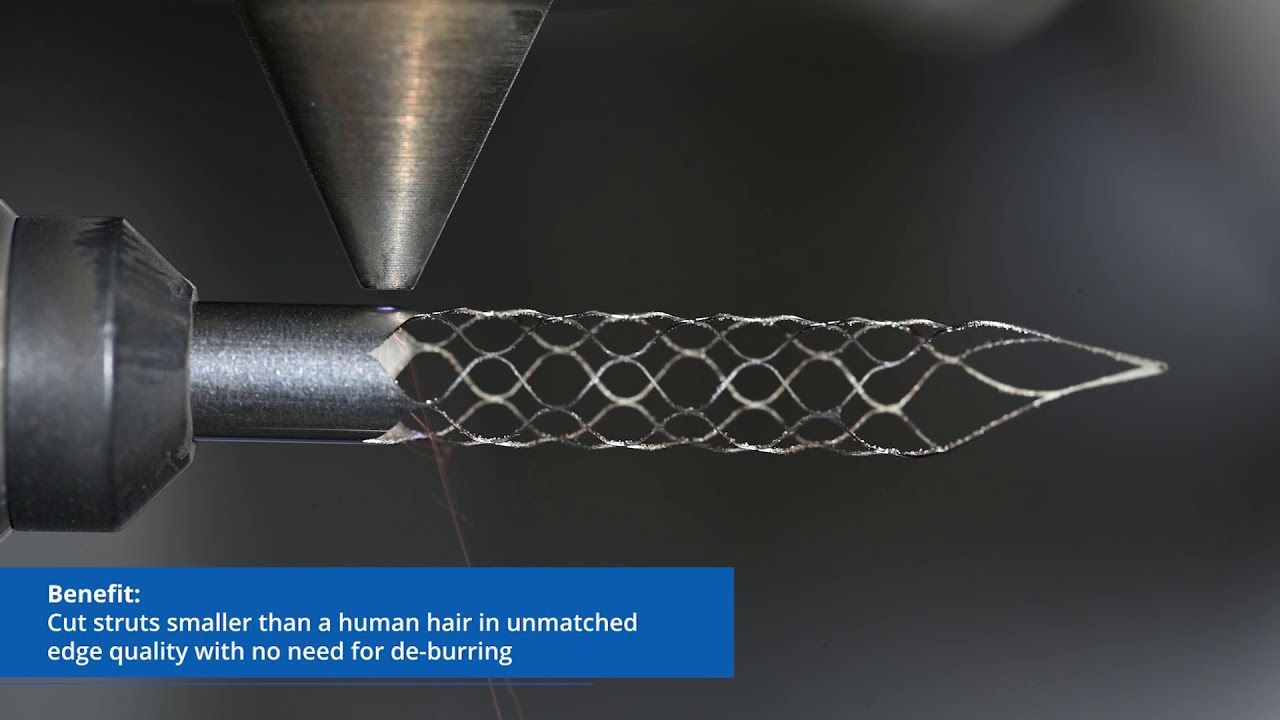
Fig. 3 O processo de corte a laser de stents
O corte a laser é alcançado focando um feixe de laser de alta energia e irradiando-o na superfície da peça, fazendo com que o material na área irradiada derreta e vaporize rapidamente, enquanto sopra o material fundido com a ajuda de um rápido fluxo de gás coaxial ao feixe de laser.
A trançagem é um método de fabricação contínuo de baixo custo sem perda de material durante o processo. Dois ou mais fios são trançados ao redor de um mandril metálico para formar uma estrutura tridimensional. Os fios metálicos se cruzam, mas não se entrelaçam.
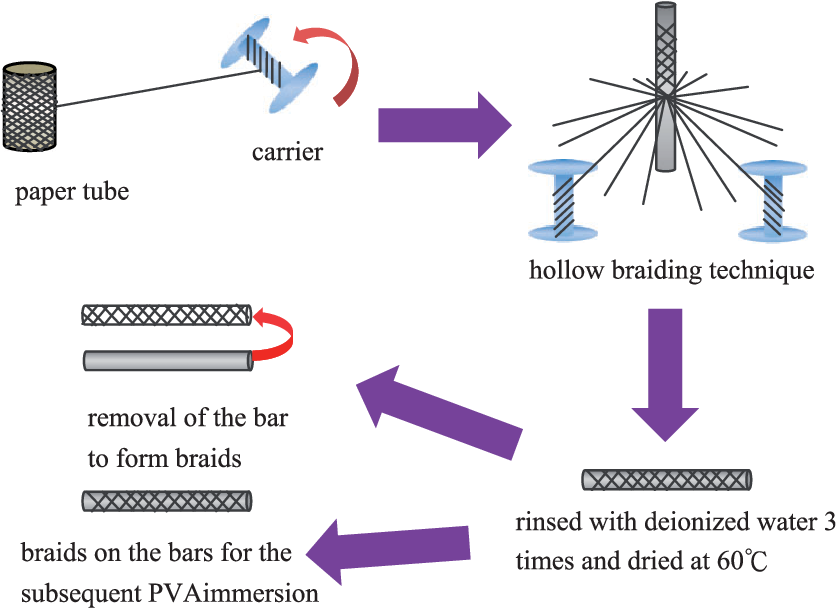
Fig. 4 Stents vasculares entrançados
Com memória de forma, superelasticidade e boa biocompatibilidade, a liga Ni-Ti gradualmente se tornou um dos principais materiais brutos para stents vasculares.
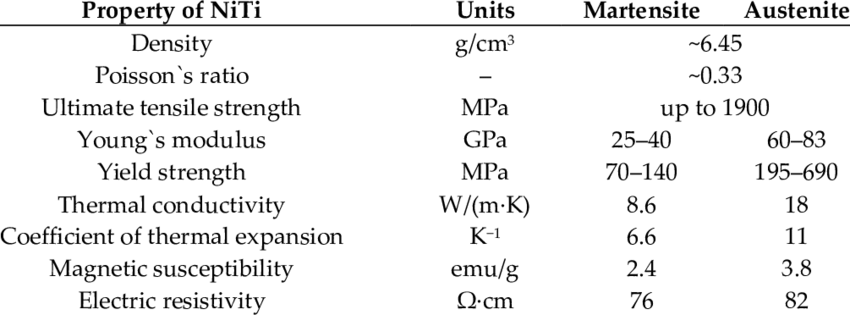
Fig. 5 Propriedades da liga de níquel-titânio
O fluxo de processo da usinagem de stents de liga de Ni-Ti é mostrado na Figura 6 abaixo:
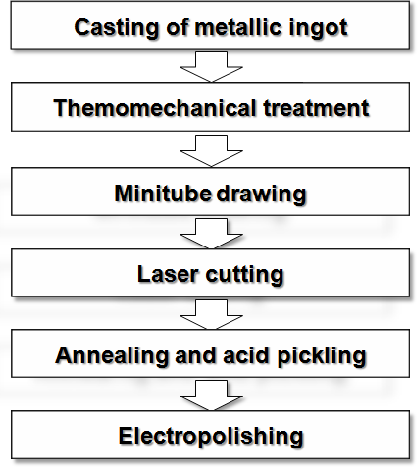
Fig. 6 Processo de usinagem de stent de liga de níquel-titânio
O diagrama esquemático da máquina de corte a laser para corte de stents é mostrado na Figura 7. O feixe de laser é primeiro gerado pelo gerador de laser durante o processo de corte, e a direção do feixe de laser é alterada pelo refletor. Quando o feixe é transmitido para o bico nas proximidades, o ponto será convergido. O bico de laser no papel de corte mais, por um lado, desempenha um papel na proteção do espelho de focagem por resíduos de corte, por outro lado, controla o campo de fluxo de gás de corte e o tamanho, o que torna o feixe de laser mais fácil de formar o ponto ideal.
O feixe de laser atinge a superfície do tubo a uma temperatura instantânea de vários milhares de graus Celsius, causando fusão instantânea na área do ponto próximo. Durante o processo de corte, o circuito de gás da máquina de corte fornece um gás raro auxiliar, que sopra as gotas de Nitinol que atingiram o ponto de fusão, removendo assim o material, e além disso, o gás auxiliar também reduz a temperatura da superfície durante o processo de corte.
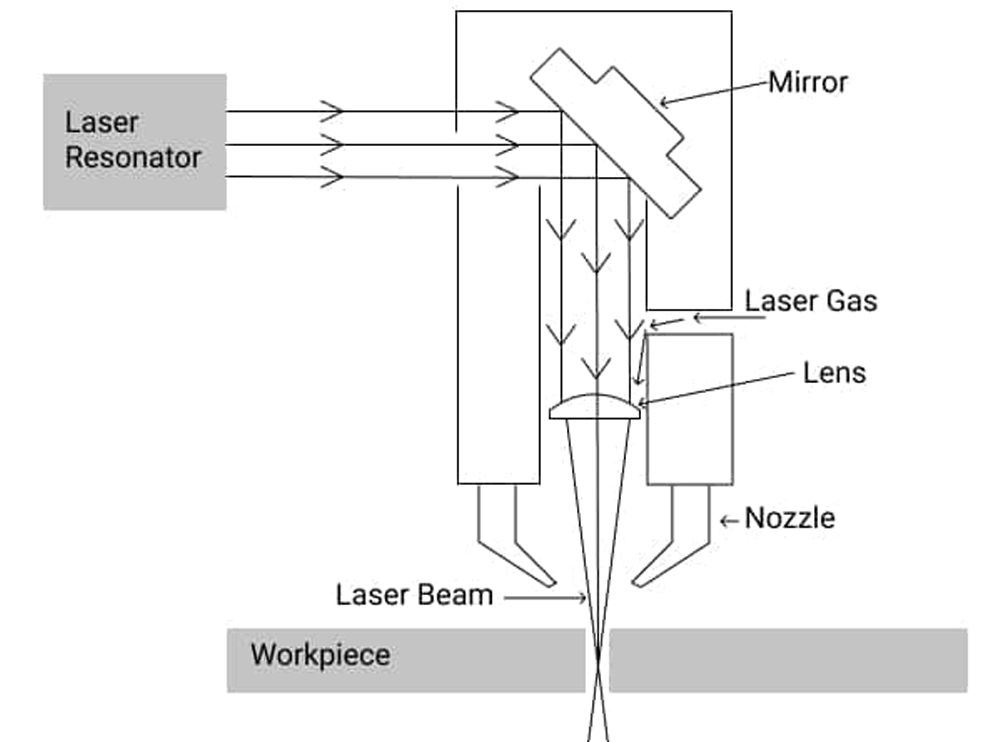
Fig. 7 Diagrama de princípio de funcionamento da máquina de corte e diagrama de mecanismo de área de corte
A essência do corte a laser do stent cardiovascular de liga de níquel-titânio é: quando o tubo absorve a energia do ponto de luz, a parte do tubo que está sujeita à ação do ponto de luz atinge seu próprio ponto de vaporização ou fusão, e se separa do tubo na forma de plasma ou fusão.
Dentre eles, de acordo com o nível de densidade de potência do ponto de luz transportado, o corte a laser do stent cardiovascular de liga de níquel-titânio é principalmente dividido em:
(1) corte por vaporização: o corte por vaporização refere-se ao nível de densidade de potência do ponto de luz superior a 10^8W/cm², o material absorve energia para atingir seu próprio ponto de vaporização, o material na forma de plasma espirra para fora do modo de corte da superfície do material.
(2) corte por fusão: o corte por fusão refere-se ao nível de densidade de potência do ponto de luz superior a 10^7W/cm², o material atinge seu próprio ponto de fusão na forma de fusão fora da fenda método de corte.
(3) Corte assistido por oxigênio: O corte por oxigênio refere-se ao nível de densidade de potência do ponto de luz de cerca de 10^6W/cm², neste momento a remoção de materiais depende de oxigênio e o feixe de laser atuando no material, o tubo de liga de níquel-titânio por meio da forma de combustão para alcançar o objetivo de remoção de material.
E de acordo com as condições do tipo de laser gerado, é dividido em corte a laser de CO2, corte a laser de Nd: YAG e corte a laser de fibra. O corte a laser de fibra é um novo método de corte a laser desenvolvido nas últimas décadas, que possui as vantagens de boa qualidade de feixe e longa vida útil em ambiente industrial, etc. No entanto, devido a que o corte a laser pulsado de fibra é essencialmente um processamento "térmico", a transferência de energia do ponto de luz no processo é um dos principais fatores que afetam a qualidade do corte do stent. Um dos fatores-chave que afetam a qualidade de corte do stent, como a Figura 8 para o diagrama esquemático de corte a laser pulsado de fibra.
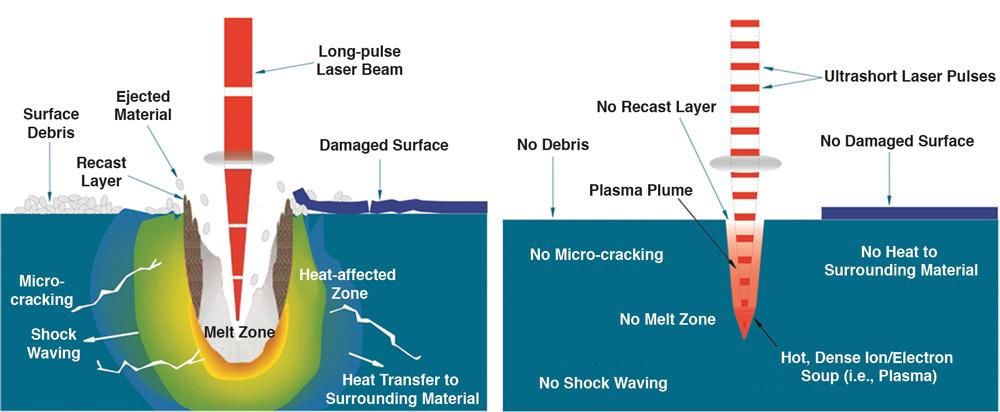
Fig. 8 Diagrama esquemático de corte a laser pulsado de fibra
Por outro lado, o corte a laser do stent de acordo com a continuidade do laser é dividido em corte a laser contínuo e corte a laser pulsado. Atualmente, o processamento a laser de stents cardiovasculares é todo cortado por laser pulsado, porque em comparação com o laser contínuo, há um intervalo de tempo entre dois feixes de laser adjacentes de laser pulsado, o que facilita a descarga de resíduos gerados durante o processo de corte, melhorando assim o desempenho de corte dos stents.
Nos últimos anos, a tecnologia de lasers de classe ultracurta de femtossegundos (fs) foi introduzida, que gera pulsos de laser que não deixam marcas de efeito térmico na peça, o que significa que o laser de femtossegundos é um processo de usinagem a frio.
O laser de femtossegundo é um laser pulsado ultracurto, com o qual os suportes de Nitinol são processados. Devido à largura de pulso extremamente curta do laser de femtossegundo, que é apenas de 10-15 segundos, o laser interage com o material em um período de tempo muito curto e evita a difusão térmica, eliminando assim a influência da zona de fusão, da zona afetada pelo calor, da onda de impacto e muitos outros efeitos no material circundante, bem como danos térmicos. Essas vantagens melhoram a precisão do corte a laser. Um diagrama esquemático do sistema de processamento a laser de femtossegundos é mostrado na Figura 9.
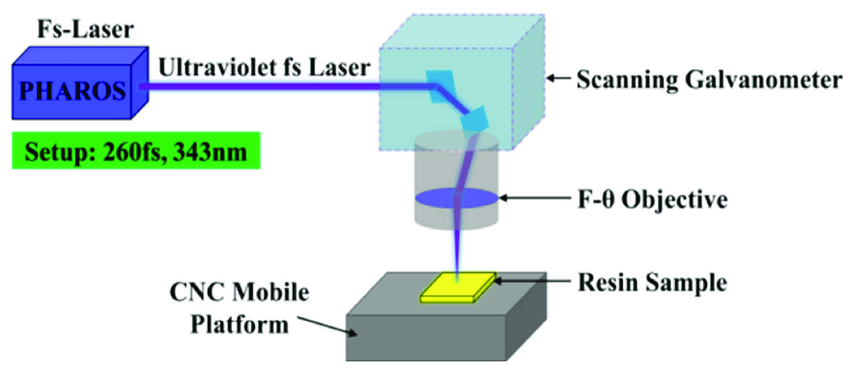
Fig. 9 Diagrama esquemático do sistema de processamento a laser de femtossegundos
Após o corte a laser, o stent ainda está no estado de produtos semi-acabados, a superfície interna e o lado da costura de corte após o corte muitas vezes são acompanhados por escória, zona afetada pelo calor e camada recém-formada, e a costura de corte é mais ondulada e mais áspera. Geralmente, os produtos semi-acabados precisam passar por uma série de processos, como tratamento térmico, jateamento, decapagem, têmpera e polimento eletroquímico antes de poderem ser usados como produtos acabados.
Porque o processamento a laser é um processamento térmico, causará danos térmicos à superfície do stent e formará uma pequena quantidade de escória e pele de óxido, cuja espessura média da zona afetada pelo calor e da camada recém-formada é de cerca de 8μm.
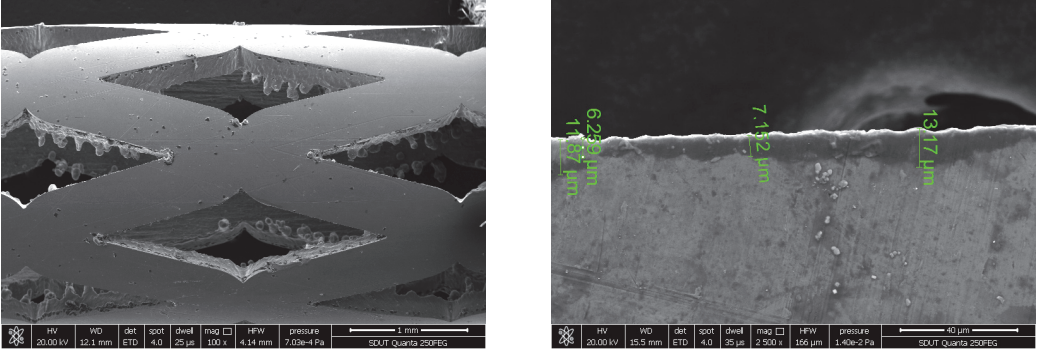
Fig. 10 Morfologia microscópica do stent vascular após processamento a laser
A tendência de mudança da resistência à tração dos stents de liga nitinol obtidos sob diferentes condições de tratamento térmico é ilustrada na Figura 11a. Pode ser observado no gráfico que as propriedades mecânicas dos stents de liga nitinol obtidos através de tratamento térmico a 400°C e 450°C exibem flutuações significativas com o aumento do tempo de tratamento térmico. Em contraste, a resistência à tração dos stents de liga nitinol obtidos sob temperaturas de tratamento térmico de 500°C e 550°C mostra uma tendência relativamente estável ao longo do tempo. Além disso, com o aumento do tempo de tratamento térmico, a resistência à tração dos stents de nitinol diminui gradualmente.
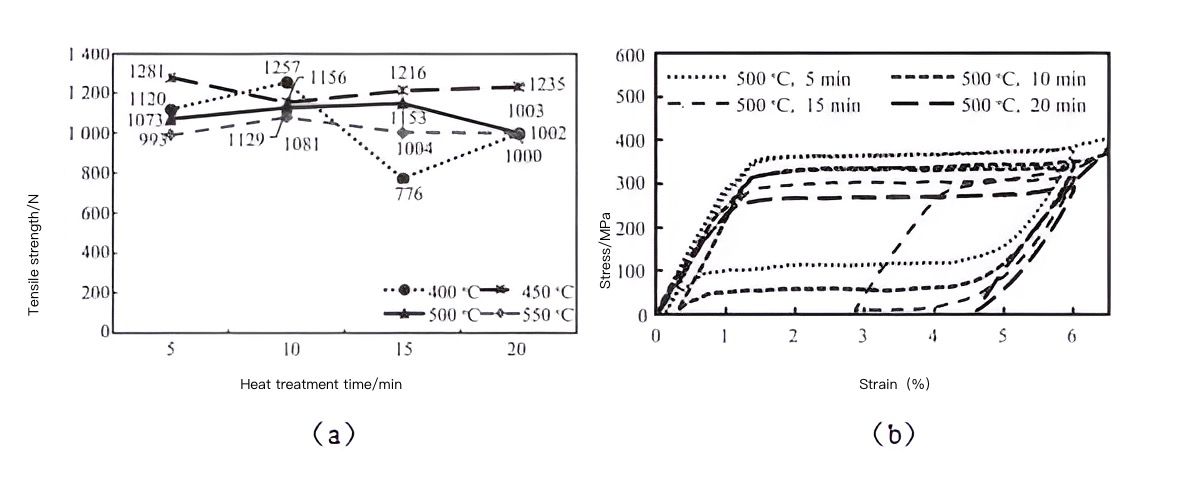
Fig. 11 Resistência à tração de fios de níquel-titânio com diferentes processos de tratamento térmico
Analisando as curvas tensão-deformação da liga de nitinol sob diferentes condições de tratamento térmico a 500°C e 550°C (como mostrado nas Figuras 11b e 12), vários parâmetros como estresse de platô superior e inferior, deformação residual, energia elástica armazenada e eficiência de energia elástica armazenada podem ser extraídos. Das Figuras 11 e 12, pode-se observar que espécimes com tempos de tratamento térmico de 5 minutos e 10 minutos exibem estresses de platô superior e inferior óbvios, com deformação residual mínima, indicando transformação de fase martensítica e transformação reversa, demonstrando assim superelasticidade não linear estável. No entanto, entre 10 minutos e 20 minutos, há um aumento repentino na deformação residual com a extensão do tempo de ajuste térmico. Isso indica que temperaturas de tratamento térmico mais altas e tempos de tratamento mais longos podem, em certo grau, afetar as propriedades mecânicas dos stents de liga nitinol.
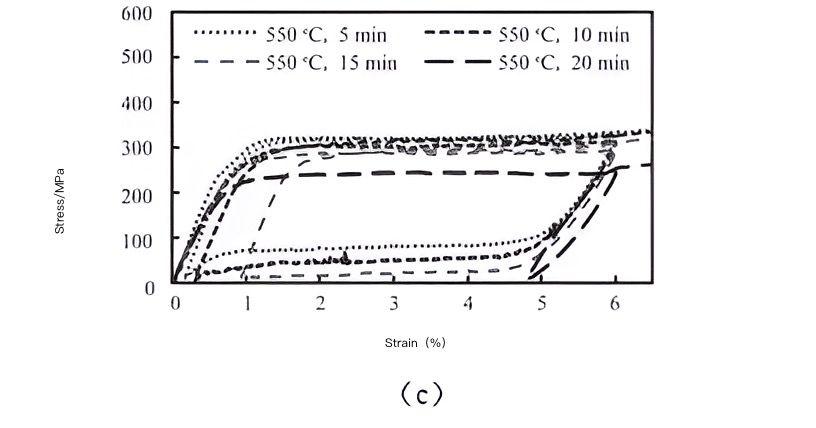
Fig. 12 Curva tensão-deformação a 550°C
O jateamento é um método eficaz para remover sujeira, óxidos, ferrugem, rebarbas e outras imperfeições da superfície dos suportes, garantindo que eles estejam lisos e sem defeitos para aplicações de revestimento ou tratamento subsequentes. Após o jateamento com óxido de alumínio, existem várias vantagens para o jateamento subsequente com microesferas de vidro: permite alcançar raios em cantos de diâmetro externo e interno enquanto requer remoção mínima adicional de material. O tamanho dos raios pode ser controlado efetivamente, pois depende do tamanho e da velocidade das microesferas de vidro. Isso permite um controle preciso sobre áreas do suporte com raios adicionais.
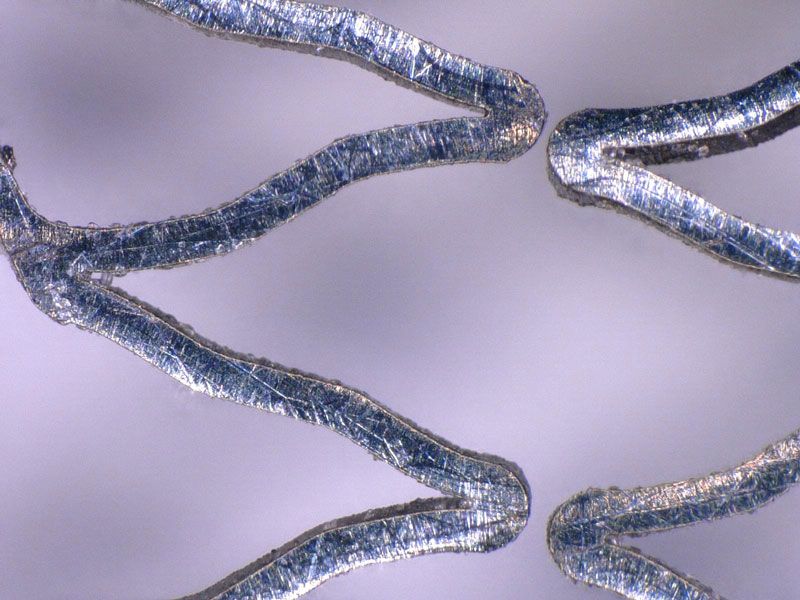
Fig. 13 Superfície do stent não jateada
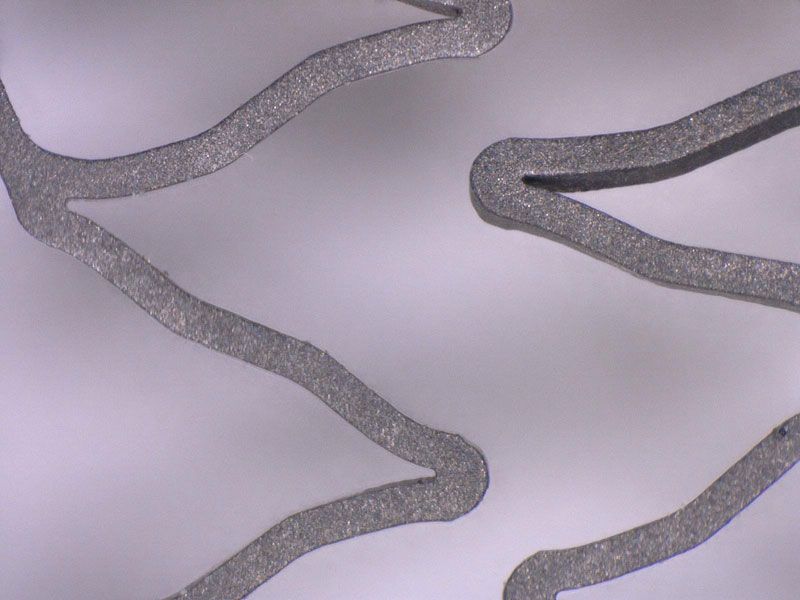
Fig. 14 Superfícies do stent jateadas
O processamento mecânico da superfície contribui para estender a vida útil por fadiga dos suportes. Abrasivos de microesferas de vidro são tipicamente usados em aplicações de jateamento que requerem tolerâncias estritas. Jatear superfícies de suportes com microesferas de vidro não remove nenhum material ou remove quantidades insignificantes. O tamanho das microesferas de vidro é crucial, com microesferas maiores tendo bordas mais arredondadas. Tipicamente, existem três tamanhos de microesferas de vidro disponíveis: 35, 50 e 100. Amostras de teste com cada tamanho de microesferas de vidro produzem resultados correspondentes.
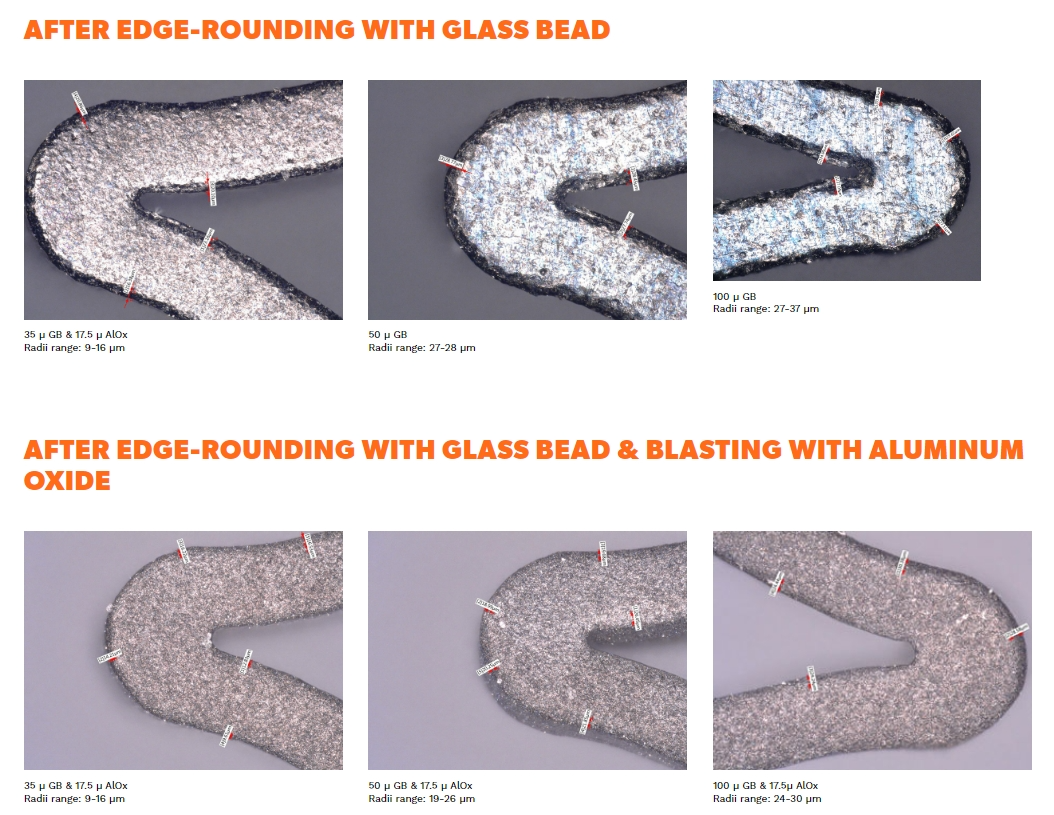
Fig. 15 Jateamento de microesferas de vidro
Durante a produção e processamento de stents vasculares de Nitinol, é necessário gravar a laser o tubo, o que gerará uma camada de óxido preto e detritos fundidos em sua superfície, afetando assim a suavidade da superfície do stent. Essa escória fundida e camada oxidada estimulará a hiperplasia intimal após o implante do stent vascular no corpo humano, aumentando o risco de reestenose, portanto, é necessário lavar com ácido para remover a camada oxidada e detritos da superfície do stent após o stent ser moldado.
No entanto, o processo de remoção da pele oxidada do stent vascular de liga de Ni-Ti por decapagem causará "fragilização por hidrogênio" do material, e quanto mais longo o tempo de decapagem, maior será o dano ao material, portanto, é necessário controlar razoavelmente o tempo de decapagem, como mostrado na Figura 16, de onde pode-se ver que quanto mais longo o tempo de decapagem, menor o diâmetro real diminui, menor é a força de tração de quebra, a resistência diminui ligeiramente e o número de vezes de fadiga de flexão diminui. Portanto, o tempo de decapagem é muito longo para tornar o material plástico, deterioração da tenacidade, quando o tempo de decapagem mais do que 2h após a decapagem que é excessiva.
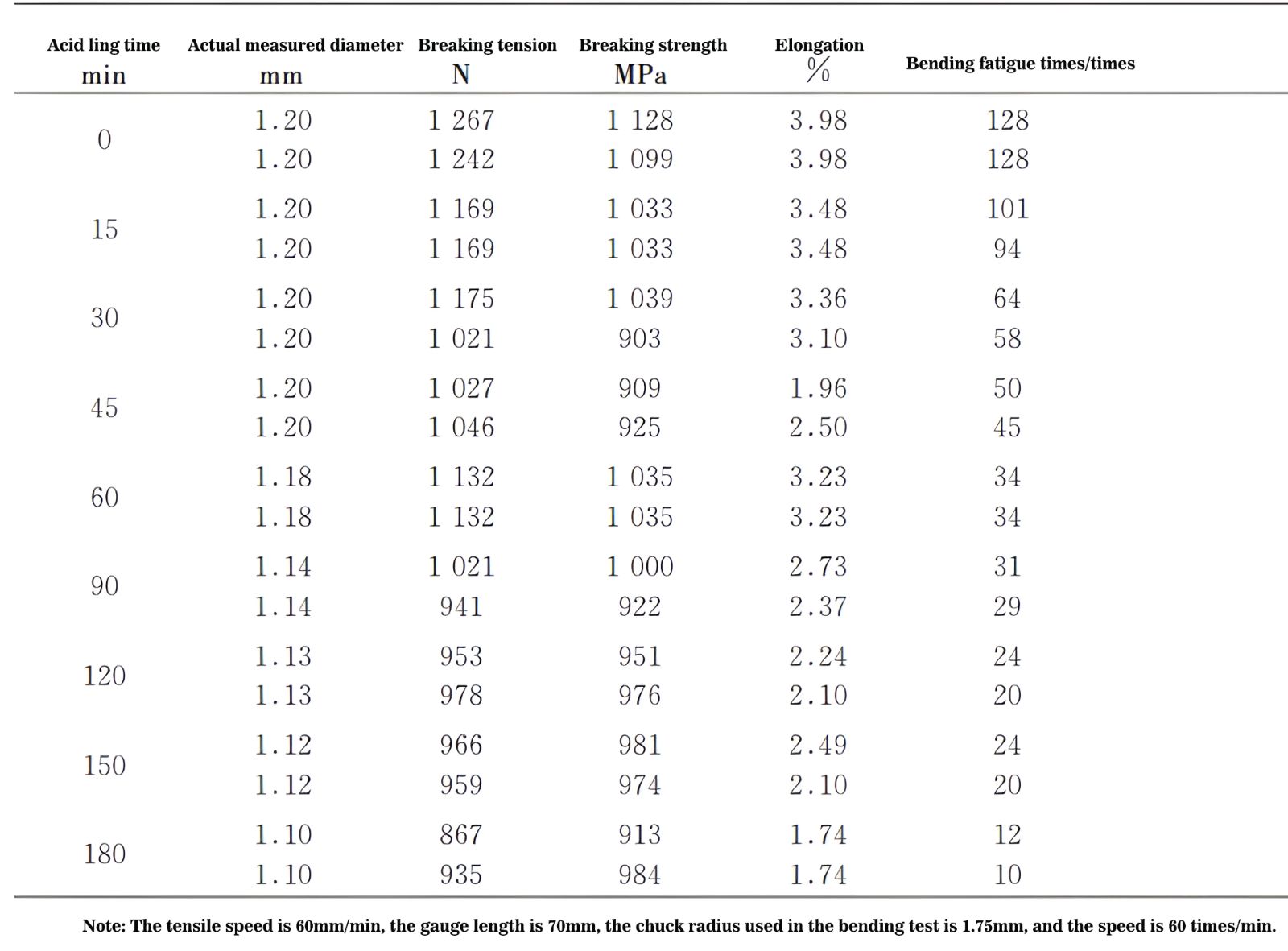
Fig. 16 Valores de propriedades mecânicas de ligas de Ni-Ti com diferentes tempos de decapagem
O stent de níquel-titânio após o corte a laser tem uma rugosidade alta, que produzirá uma maior resistência ao fluxo sanguíneo após o implante no corpo humano, levando à formação de trombo. Portanto, o tratamento superficial dos stents de Ni-Ti para melhorar suas propriedades de superfície torna-se a chave para preparar stents de liga médica.
O tratamento de superfície de liga de Ni-Ti geralmente é realizado na indústria por meio da combinação de polimento mecânico e polimento químico, mas a eficiência do polimento mecânico e polimento químico é baixa, o processo é complicado e é particularmente fácil danificar a estrutura especial dos materiais semelhantes a stents, portanto, a tecnologia de polimento eletrolítico é geralmente usada como o principal meio de tratamento no tratamento de superfície de stents de liga de Ni-Ti.
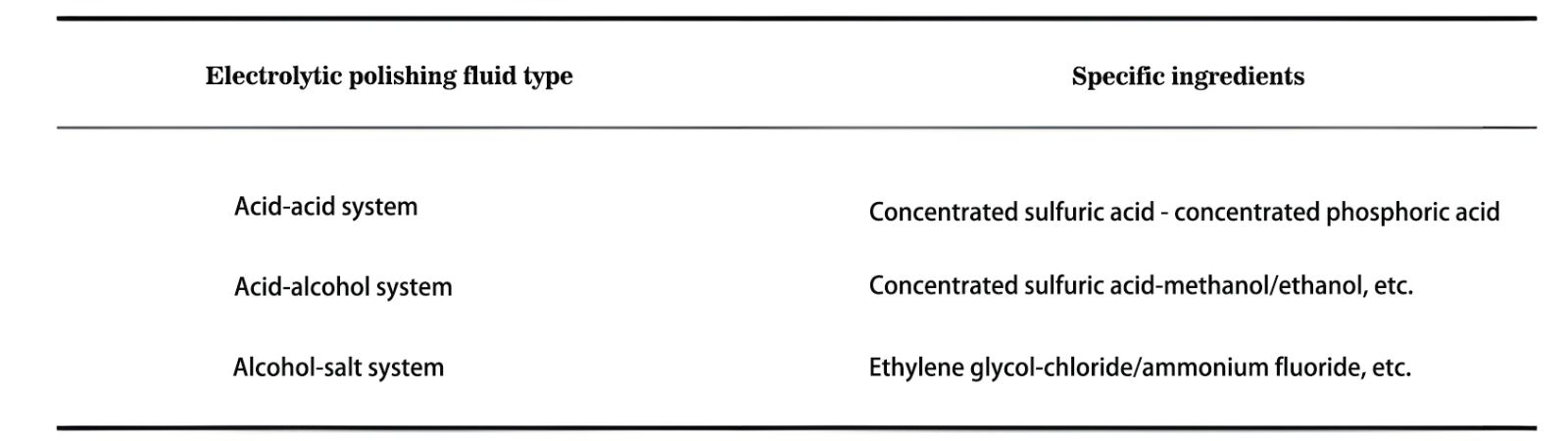
Fig. 17 Tipos e composição básica de soluções de polimento eletrolítico
Sistema ácido-ácido, o ácido fosfórico concentrado é fácil de formar uma camada de filme viscoso na superfície do espécime, que pode melhorar o efeito de polimento eletrolítico, enquanto o ácido sulfúrico concentrado tem uma forte corrosão, no processo de polimento, remover efetivamente as impurezas na superfície do espécime e o filme oxidado, e aumentar a condutividade elétrica. Este sistema ácido duplo é mais comumente usado na China.
Babilas e outros países estrangeiros também propuseram o uso do mesmo sistema duplo de ácido no polimento do espécime e obtiveram uma superfície relativamente uniforme e resistente à corrosão. A vantagem está na forte capacidade de corrosão do ácido, que pode melhorar rapidamente o estado da superfície da liga e melhorar a eficiência do polimento.
No entanto, também é porque o ácido sulfúrico concentrado e o ácido fosfórico concentrado têm propriedades corrosivas fortes, então no processo de polimento eletrolítico deve prestar atenção para a proporção do ácido de polimento e eletrólito de adição, para evitar a formação de muita tensão superficial e bolhas na superfície do espécime, levando a um efeito de polimento insatisfatório.
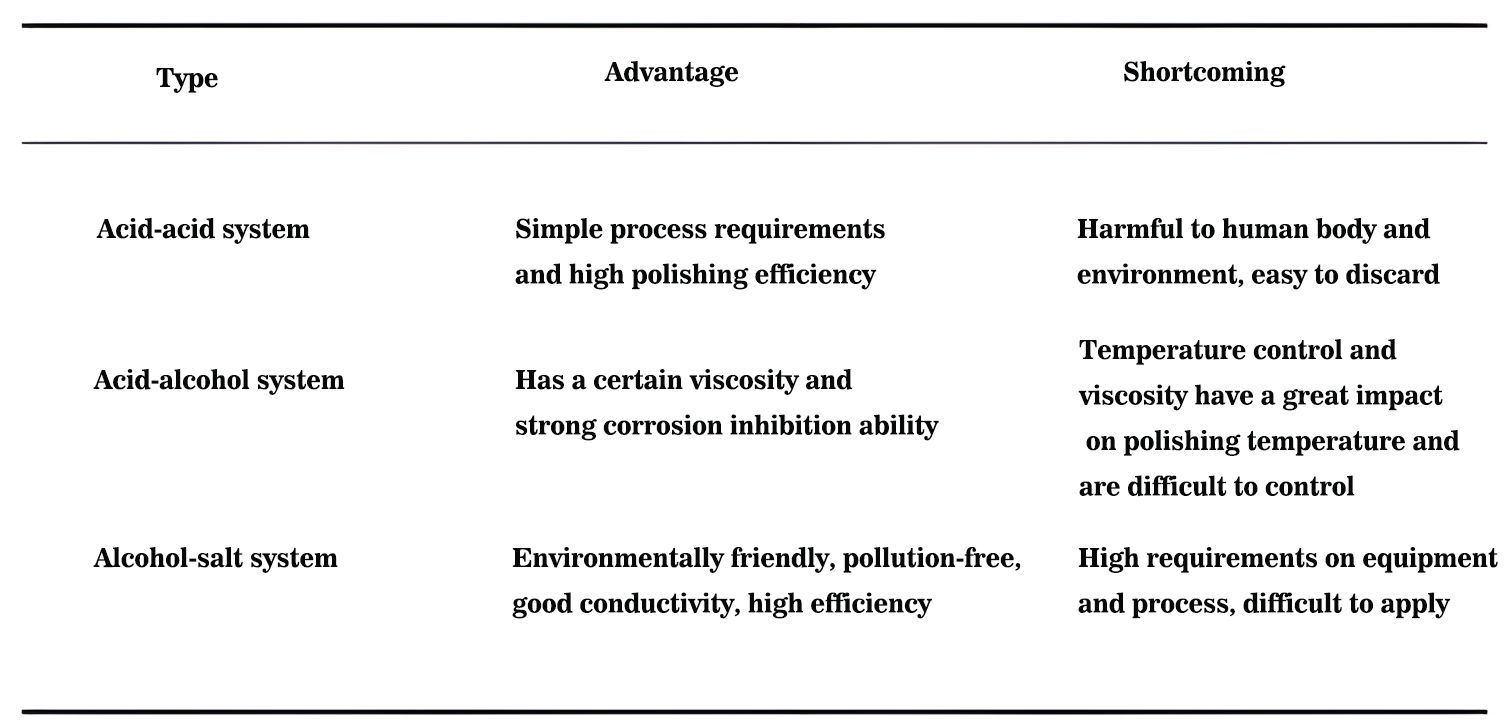
Fig. 18 Diagrama esquemático do processo de polimento eletrolítico
Existem 3 tipos de soluções de polimento eletroquímico para ligas de Ni-Ti: ácida, alcalina e neutra, entre as quais a solução de polimento ácido tem o melhor efeito de polimento.
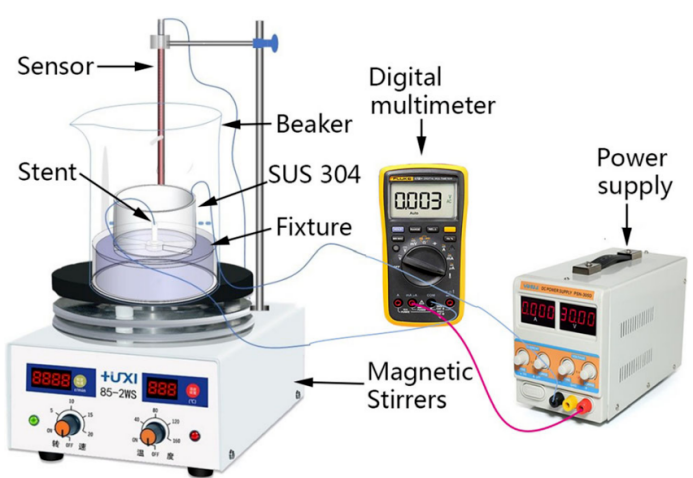
Fig. 19 Diagrama esquemático do dispositivo principal de polimento eletrolítico do suporte cardiovascular
Primeiramente, uma mistura de ácido fluorídrico, ácido clorídrico, ácido nítrico e água na proporção volumétrica de 5:10:35:10 foi limpa ultrassonicamente por 30 s, e então água desionizada e acetona foram usadas para limpar o stent por 2 min cada, e foi soprado seco para uso.
Após o tratamento acima, a rugosidade superficial Ra do stent vascular era de cerca de 1,3 μm. Um tubo de aço inoxidável 304 foi usado como cátodo para polimento eletroquímico, com um diâmetro interno de 32,6 mm, uma espessura de parede de 1 mm e um comprimento de 16 mm.
As condições do processo de polimento eletroquímico foram as seguintes: temperatura 15°C, densidade de corrente 0,7 A/cm², espaçamento do polo 15 mm, tempo 20s (metanol-perclórico) ou 90s (ácido acético glaciar-perclórico).

Fig. 20 Aparência dos stents vasculares antes (a) e depois (b) do polimento
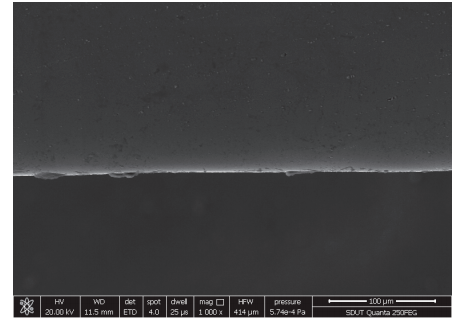
Fig. 21 Morfologia microscópica dos stents vasculares após o polimento
Como pode ser visto na Fig. 20 e Fig. 21, comparado com o stent vascular antes do polimento, o brilho superficial do stent vascular foi melhorado e não houve defeitos óbvios, como saliências na superfície, e a zona afetada pelo calor e a camada recém-formada desapareceram, o que foi propício para a melhoria do desempenho do stent vascular.